


Информационное письмо
ООО «УНТЦ «СВАРКА»

Заявка на поставку проволоки и КОПС-М СКАЧАТЬ
Санкт-Петербург
Импортозамещающий продукт
«Отечественный аппарат и порошковая проволока для механизированной сварки и резки под водой мокрым способом»
Подводная сварка в водной среде широко применяется в мире при монтаже и ремонте трубопроводов, нефтегазовых платформ, надводных и подводных речных и морских кораблей, причалов и прибрежных сооружений. Анализ мировой практики свидетельствует об усилении интереса к исследованиям в области сварки подводных металлических конструкций прежде всего в России, а также в Норвегии, Англии, Германии, Японии, Канаде, США и других странах.
 |
 |
 |
 |
Основные факторы, затрудняющие процесс сварки металлоконструкций под водой:
Недостаточно высокое качество формирования металла шва, высокая скорость охлаждения металла шва, затруднение визуального контроля за процессом сварки, высокая доля ручного труда и наличие большого количества сложных сопутствующих операций.
Стремительно увеличивающийся объем выполняемых сварочных работ при изготовлении и ремонте металлических конструкций под водой, аварийный ремонт различных речных, морских судов и трубопроводов требует не только повышения производительности, но качества выполняемых работ.
Использование механизированных качественных сварочных процессов позволяет эффективно решить эти проблемы!
Производительность при выполнении ремонтных сварочных работ под водой механизированным способом увеличена в 5-7 раз по сравнению с ручной дуговой сваркой электродами.
Международная научно-техническая конференция «Актуальные вопросы подводной сварки на опасных производственных объектах и оценки квалификации водолазов – сварщиков» (ноябрь 2019 г., Санкт-Петербург) определила стратегическое направление развития подводных сварочных работ – применение современных механизированных технологий, высокопроизводительного сварочного оборудования и самозащитных сварочных материалов нового типа.
ООО «УНТЦ «Сварка» и Санкт-Петербургский Политехнический университет Петра Великого разработали и внедрили производство комплекса механизированной сварки и резки под водой «КОПС-М» и порошковых проволок для сварки и резки.
Комплекс механизированной сварки и резки под водой «КОПС-М» обеспечивает обладателю решение следующих задач:
- Совершенно другая новая организация работ сварки и резки под водой.
- Сокращает рабочее время на производство подводных сварочных работ более чем в 5-7 раз.
- Обеспечивает сварное соединение с предсказуемыми прочностными характеристиками путем применения разных новых марок сварочных материалов.
- Упрощает приёмку выполненных сварных соединений заказчиком сварочных подводно-технический работ, так как КОПС-М и сварочные материалы имеют требуемые эксплуатационные характеристики и регулируются технологическими картами сварки.
- КОПС-М имеет все необходимые сертификационные документы, признаваемые в Российской Федерации.
- Использование (применение) для подводных сварочных работ сварочного оборудования и сварочных материалов отечественного производства по приемлемым ценам.
- Уменьшает время исполнения заданного объема подводных сварочных работ водолазом-сварщиком в 5 раз.
- Улучшает наблюдение за исполнением сварки.
- Обеспечивает качество внешнего вида подводных сварных швов.
- Обеспечивает соответствие механических характеристик подводных сварных швов нормам основного металла.
- КОПС-М может быть также использован для сварки и резки в воздушной среде простой сменой проволоки.
Надежность, простота и удобство при эксплуатации - основные качества «КОПС-М»!

Участок окончательной сборки, наладки и контроля качества комплексов КОПС-М |
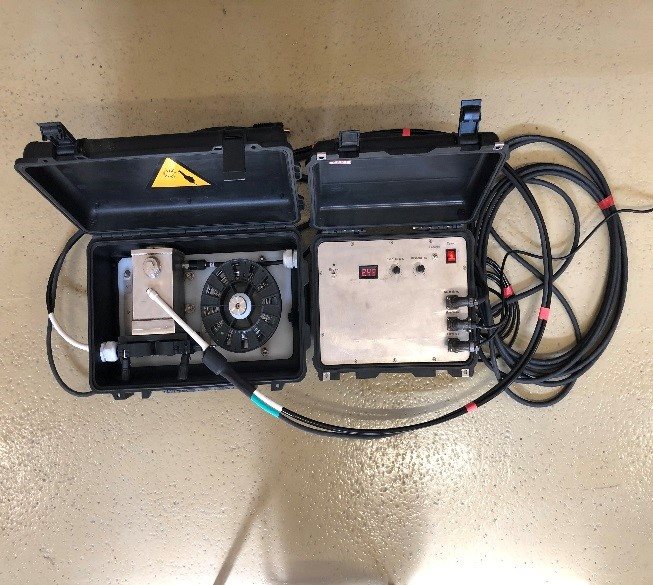
Надводный и подводный блоки КОПС-М |
Технические характеристики КОПС-М
| Наименование параметра | Значение |
| Глубина погружения, м | до 30,0* |
| Напряжение питающей сети переменного тока привода подачи проволоки, В | 48 |
| Номинальный сварочный ток при ПВ=60 %, А | 500 |
| Пределы регулирования напряжения на дуге, В | 0-50 |
| Потребляемая мощность, Вт, не более | 600 |
| Диаметр подводной самозащитной сварочной проволоки, мм | 1,6-2,0 |
| Пределы регулирования скорости подачи проволоки, м/ч | 0-40 |
| Габаритные размеры погружного блока | 400х350х100 |
| Габаритные размеры блока управления | 320х200х120 |
| Масса устройства (погружного блока с катушкой проволоки и блока управления), кг | не более 24,0 |
* Известны случаи сварки КОПС-М на глубинах более 30 м.
Режимы мокрой подводной механизированной сварки и резки
| Порошковая проволока | Сварочный ток | Напряжение дуги | Скорость подачи проволоки | Скорость сварки одного прохода/резки стали толщиной 8 мм |
| ППС-АПЛ2 для сварки диаметром 1,6 мм | 140-240 А | 32-37 В | 3,5-6 м/мин | 0,18-0,24 м/мин |
| ППР-АПЛ1 для резки диаметром 2,0 мм | До 350 А | 30-36 В | 5-9 м/мин | 0,20-0,25 м/мин |
 а) а) |
 б) б) |
 в) в) |
Хранение партии порошковой проволоки ППС-АПЛ-2 для поставки заказчику:
а) в полимерной упаковке и коробках массой 15 кг;
б) в металлических бочках массой 60 кг;
в) в кассете массой 15 кг, готовой к зарядке в КОПС-М.

Патент на устройство для подводной сварки

Патент на порошковую проволоку для механизированной подводной сварки
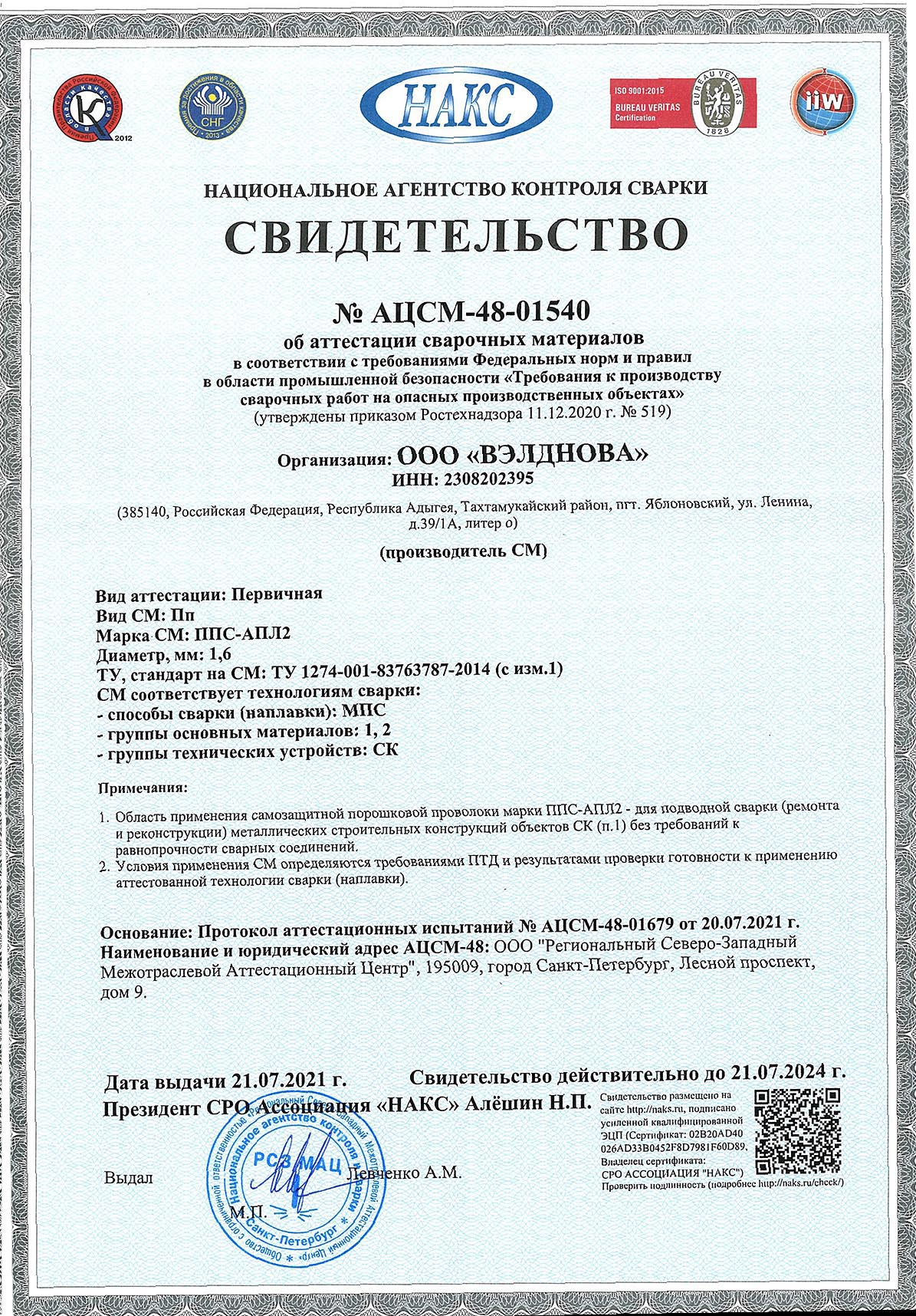
Свидетельство НАКС об аттестации порошковой проволоки ППС-АПЛ-2
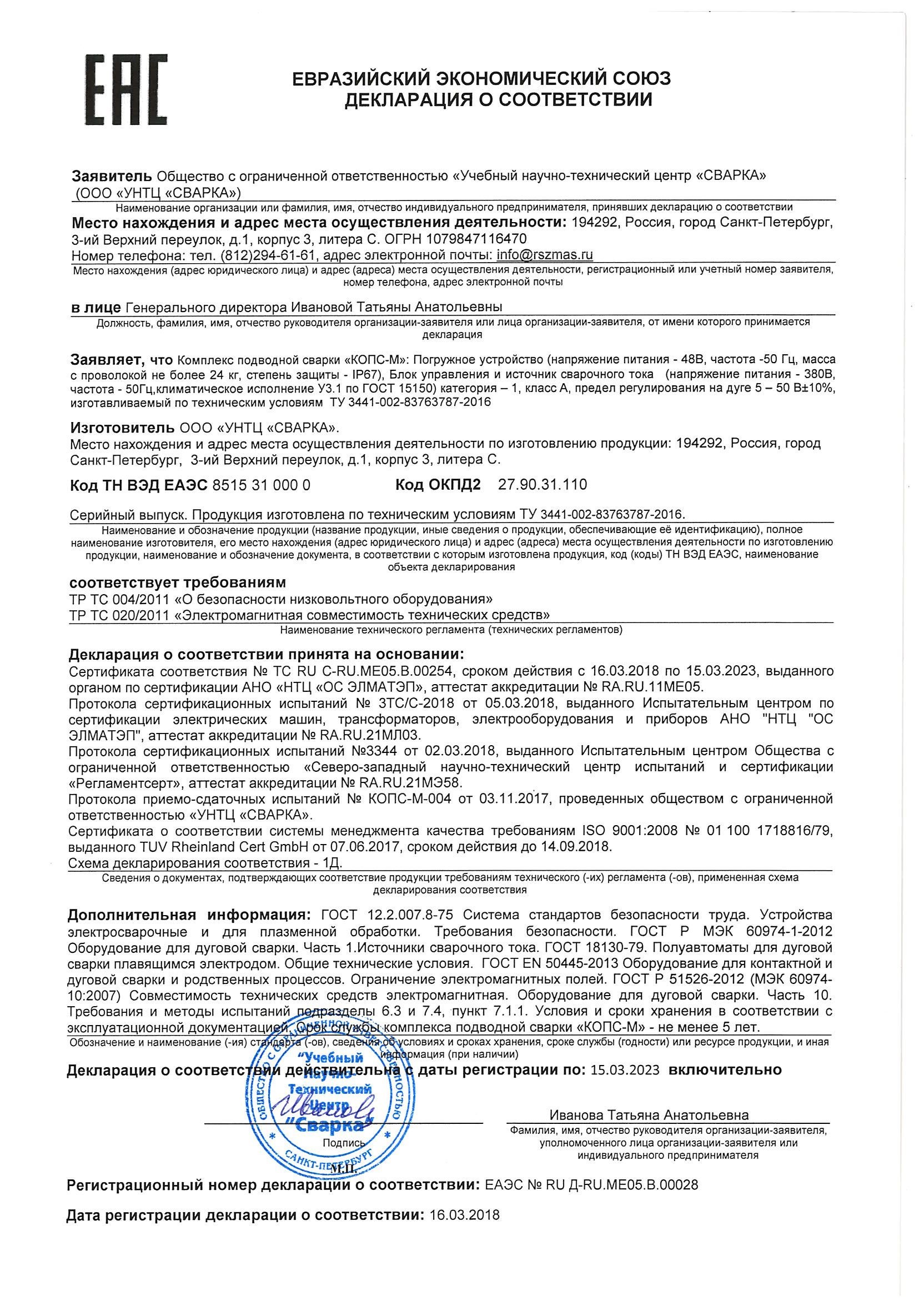
Декларация о соответствии на комплекс подводной сварки КОПС-М
Сертификат соответствия на комплекс подводной сварки КОПС-М

Сертификат одобрения РМРС комплекса подводной сварки КОПС-М

Сертификат одобрения РМРС порошковой проволоки ППС-АПЛ1, ППС-АПЛ2, ППС-АПЛ3
 |
 |
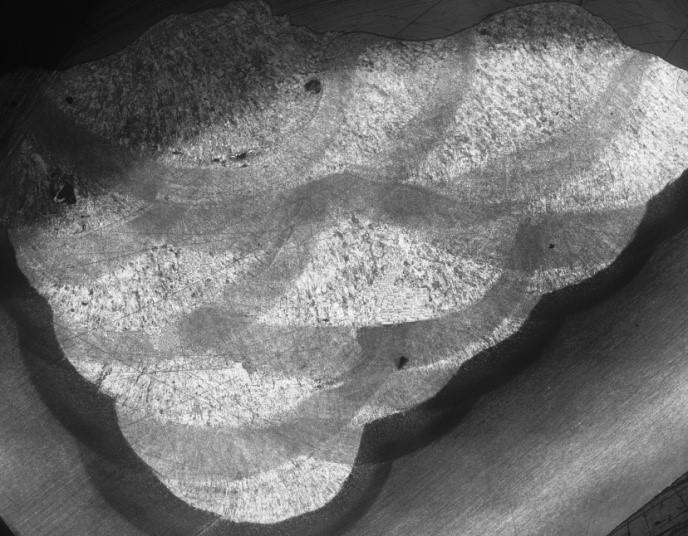
Слева - вид сварного соединения из трубной стали К60 толщиной 21,3 мм после мокрой подводной сварки порошковой проволокой ППС-АПЛ2 на глубине 14 м. Диаметр проволоки 1,6 мм, напряжение 32-33 В, ток 200-210 А, скорость сварки 30-40 см/мин.
Справа - стальные пластины толщиной 8 мм после подводной резки проволокой ППР-АПЛ1 диаметром 2 мм, ток 320-350 А (скорость реза 20-25 см/мин).
 |
 |
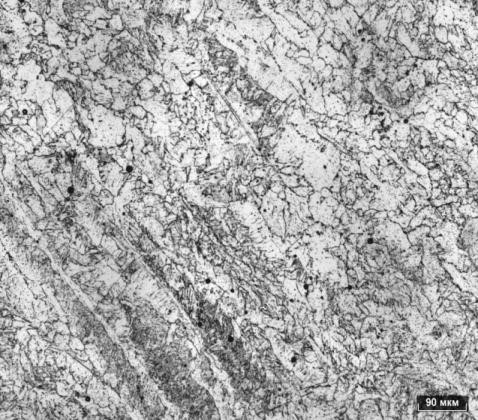 |
Макро и микроструктура сварного соединения из трубной стали К60 толщиной 21,3 мм после мокрой подводной сварки порошковой проволокой ППС-АПЛ2
| Марка свариваемых материалов | Содержание основных легирующих элементов, % | ||
| C | Si | Mn | |
| Cm3cn | 0,14-0,22 | 0,15-0,30 | 0,40-0,65 |
| 09Г2С | до 0,12 | 0,5-0,8 | 1,3-1,7 |
| Cm20 | 0,17-0,24 | 0,17-0,37 | 0,35-0,65 |
|
Механические свойства металла шва |
|||||
| Порошковая проволока ППС-АПЛ 2 | Предел прочности,
σв , МПа |
Предел текучести,
σт , МПа |
Удлинение, % | Ударная вязкость KCU, Дж/см2 | Примечание |
| 433-462
448 |
330-350
340 |
12-16
14 |
67-98
83 |
Уровень мех. свойств соответствует группе М01 | |
| Химический состав наплавленного металла, % | |||||
| Порошковая проволока ППС-АПЛ 2 | C | Si | Mn | Ni | P, S |
| 0,019-0,026 | 0,3-0,5 | 0,27-0,52 | 0,9-1,2 | <0,01 | |
| № | Сварочное оборудование и материалы | Един. изм. | Примечание |
| 1. | Комплекс подводной сварки «КОПС-М» ТУ 3441-002-83763787-2016 (без сварочного источника питания) | шт. | Без стоимости сварочного источника питания |
| 2. | Порошковая проволока для подводной сварки ППС-АПЛ-2 ТУ 1274-001-83763787-2014 | кг | Без стоимости доставки. В пределах Ленинградской области доставка бесплатная |
| 3. | Порошковая проволока для подводной резки ППР-АПЛ-1 | кг | Без стоимости доставки. В пределах Ленинградской области доставка бесплатная |
Примечание:
* - Комплектуется кабелем длиной 20 метров или по желанию заказчика.
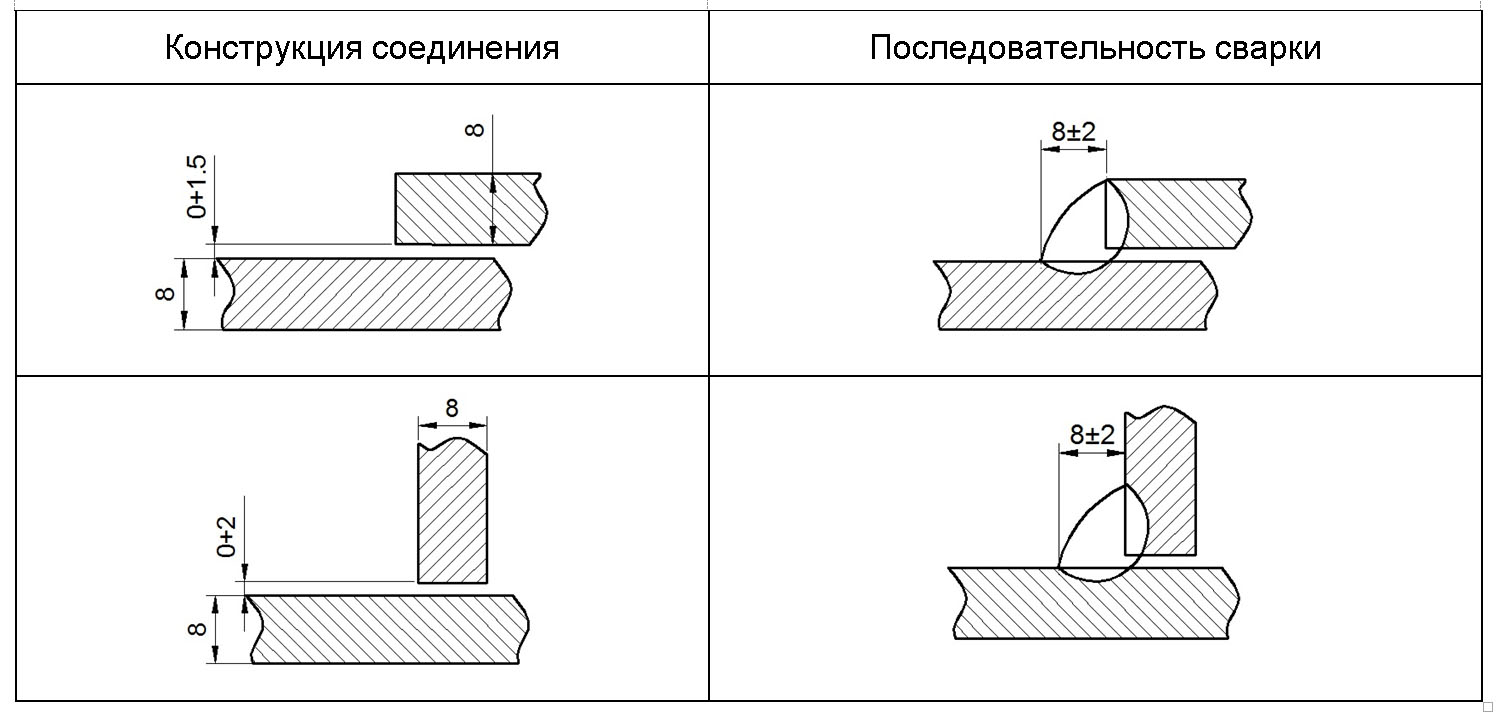
Первая настоящая Технологическая карта для исполнения мокрой подводной сварки
Технические требования к процедуре подводной (мокрой) сварки (WPS)
|
Технические требования к процедуре сварки: |
|
| WPQR N: | Метод подготовки и очистки:
очистка металлической щёткой |
| Изготовитель: ООО «Европейская водолазная компания» | Обозначение основного материала:
М01, Ст3сп |
| Режим переноса металла: мелкокапельный | Толщина материала, мм: 8 |
| Тип соединения и тип сварного шва:
НШ, Н1; ТШ, Т1 |
Наружный диаметр, мм: - |
| Описание подготовки кромок: по ГОСТ 14771 | Положение сварки: Н2[PB], В1[PF], В2[PG], П2[PD] |
Параметры сварки
| Проход | Процесс сварки | Размер присадоч-ного материала, мм | Сварочный ток, А | Напряжение дуги, В | Род сварочного тока/ полярность | скорость сварки, м/час |
| 1 | МПС[114] | 1.6 | 190-200 | 32-34 | Постоянный, обратная (DC+) | 1.2-1.5 |
| Обозначение и марка присадочного металла: Самозащитная порошковая проволока
ППС-АПЛ2 ТУ 1274-001-83763787-2014 Поперечные колебания (наибольшая ширина валика): не рекомендуются Изготовитель _____________ (ФИО, подпись, дата) |
Другая информация:
Сварочное оборудование: КОПС-М с блоком управления и cварочным инвертором Сварог MIG 3500 Расстояние от мундштука сопла до поверхности изделия: 2-3 мм Угол наклона горелки: 15º - 90º Подводная (мокрая) сварка производится на глубине |
Сравнение основных производственных параметров механизированной и ручной дуговой сварки при ремонте производственных конструкций причальных сооружений под водой в Балтийском море
| Вид сварки
--------------------------------------------- Диаметр проволоки/ электродов, мм |
Вид соединения
---------------------------- Катет шва, мм |
Суммарная длина швов, м | Расход сварочных материалов на 10 м. длины шва, кг | Стоимость сварочных материалов на 10 м длины шва, руб | Время выполнения только сварочных работ, час |
| Механизированная сварка самозащитной порошковой проволокой ППС-АПЛ-1 ТУ 1274-001-83763787-2014
диаметром 1,6 мм |
Нахлест. |
10 | 12 | 10 000 | 1,0 |
| Ручная дуговая сварка покрытыми электродами
BROCO UW-EZ диаметром 4 мм; |
5
|
20 | 78 000 | 5,0 |
Это очень выгодно!!!
|
КОПС-М
|
Имеет патент № 202387, сертификат электробезопасности, прошел практические испытания в ООО «Балтийский проект», Учебно-тренировочном центре ФБУ «Морспасслужба Росморречфлота», ООО «Фертоинг» и ООО «Европейская водолазная компания». Комплекс подводной сварки и резки «КОПС-М» был представлен в августе 2017 года на «Международной выставке по освоению ресурсов нефти и газа Российской Арктики и континентального шельфа стран СНГ RAO/CIS Offshore 2017» и получил одобрение специалистов и членов правительства РФ. |
Авторский состав:
| Эксперт СПК в области сварки в составе Национального Совета
при Президенте РФ по профессиональным квалификациям, почетный работник сферы образования РФ, житель блокадного Ленинграда, научный руководитель ООО «УНТЦ «Сварка», к.т.н., А.М. Левченко д.т.н., профессор СПБПУ Петра Великого, Паршин С.Г. д.т.н., профессор СПБПУ Петра Великого, Кархин В.А. инженер, главный конструктор ООО «УНТЦ «Сварка», Баранкевич А.И. магистр металлургии, инженер ООО «УНТЦ «Сварка», Антипов И.С. |

КОМПЛЕКС ПОДВОДНОЙ СВАРКИ И СВАРОЧНЫЕ МАТЕРИАЛЫ МОЖНО ПРИОБРЕСТИ У НАС!
ООО «УНТЦ «Сварка», Санкт-Петербург
3-й Верхний переулок, д. 1, корпус 3, лит С.
тел. (812) 600-60-60
+7-921-952-81-47 Левченко Алексей Михайлович
e-mail: info@rszmas.ru
Демонстрация работы.