
Информационное письмо
ООО «УНТЦ «СВАРКА»
Санкт-Петербург
Импортозамещающий продукт
«Отечественный аппарат и порошковая проволока для механизированной сварки и резки под водой мокрым способом»
Подводная сварка в водной среде широко применяется в мире при монтаже и ремонте трубопроводов, нефтегазовых платформ, надводных и подводных речных и морских кораблей, причалов и прибрежных сооружений. Анализ мировой практики свидетельствует об усилении интереса к исследованиям в области подводной сварки оффшорных конструкций прежде всего в России, а также в Норвегии, Англии, Германии, Японии, Канаде, США и других странах.
 |
 |
 |
 |
Основные факторы, затрудняющие процесс сварки металлоконструкций под водой:
Недостаточно высокое качество формирования металла шва, затруднение визуального контроля за процессом сварки, высокая доля ручного труда и наличие большого количества сложных сопутствующих операций. Использование механизированных качественных сварочных процессов позволяет эффективно решить эти проблемы!
Производительность при выполнении ремонтных сварочных работ может быть увеличена в 5-7 раз по сравнению с ручной дуговой сваркой. Стремительно увеличивающийся объем выполняемых сварочных работ при изготовлении и ремонте конструкций гидротехнических сооружений под водой, аварийный ремонт различных речных и морских судов требует не только повышения производительности, но качества выполняемых работ.
Международная научно-техническая конференция «Актуальные вопросы подводной сварки на опасных производственных объектах и оценки квалификации водолазов – сварщиков» (ноябрь 2019 г., Санкт-Петербург) определила стратегическое направление развития водолазного дела – применение современных технологий, высокопроизводительного оборудования и новых сварочных материалов для подводных работ!
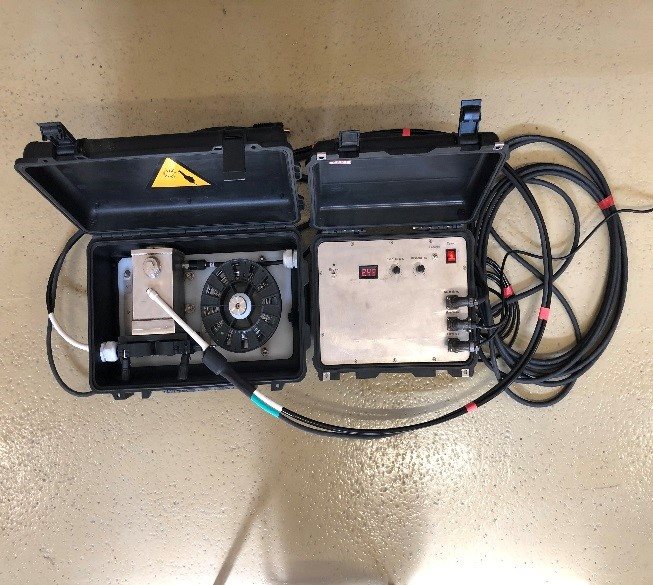
ООО «УНТЦ «Сварка», ООО «Балтийский проект» и Санкт-Петербургский Политехнический университет Петра Великого разработали и внедрили производство комплекса механизированной сварки и резки под водой «КОПС-М» и порошковых проволок для сварки и резки.
Надежность, простота и удобство при эксплуатации - основные качества «КОПС-М»!
 |
 |
Участок окончательной сборки, наладки и контроля качества комплексов КОПС-М
Технические характеристики КОПС-М
| Наименование параметра | Значение |
| Глубина погружения, м | до 30,0 |
| Напряжение питающей сети переменного тока привода подачи проволоки, В | 48 |
| Номинальный сварочный ток при ПВ=60 %, А | 500 |
| Пределы регулирования напряжения на дуге, В | 0-50 |
| Потребляемая мощность, Вт, не более | 600 |
| Диаметр сварочной самозащитной проволоки, мм | 1,6-2,0 |
| Пределы регулирования скорости подачи проволоки, м/ч | 0-40 |
| Габаритные размеры погружного блока | 400х350х100 |
| Габаритные размеры блока управления | 320х200х120 |
| Масса устройства (погружного блока с катушкой проволоки и блока управления), кг | не более 24,0 |
Режимы мокрой подводной механизированной сварки и резки
| Порошковая проволока | Сварочный ток, А | Напряжение дуги, В | Скорость подачи проволоки, м/мин | Напряжение холостого хода, В |
| ППС-АПЛ2 диаметром 1,6 мм | 140-240 | 32-37 | 3,5-6 | 60 |
| ППР-АПЛ1 диаметром 2,0 мм | До 350 | 30-36 | 5-9 | 60 |
 |
 |
 |
Партия порошковой проволоки ППС-АПЛ-2 в условиях поставки
 |
 |
 |
 |
 |
 |
Патенты на КОПС-М, проволоку для сварки и свидетельства НАКС о соответствии
 |
 |
Слева - вид сварного соединения из трубной стали К60 толщиной 21,3 мм после мокрой подводной сварки порошковой проволокой ППС-АПЛ2 на глубине 14 м. Диаметр проволоки 1,6 мм, напряжение 32-33 В, ток 200-210 А, скорость сварки 30-40 см/мин. Справа - стальные пластины толщиной 8 мм после подводной резки проволокой ППР-АПЛ1 диаметром 2 мм, ток 320-350А (скорость реза 20-25 см/мин).
 |
 |
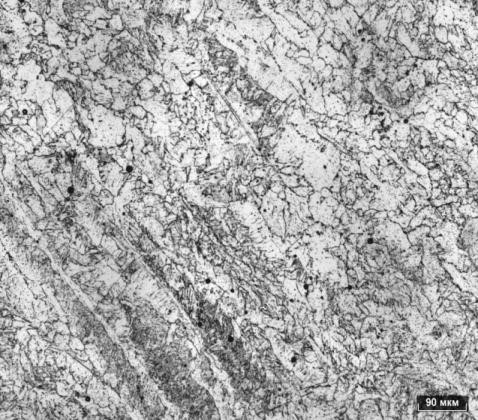 |
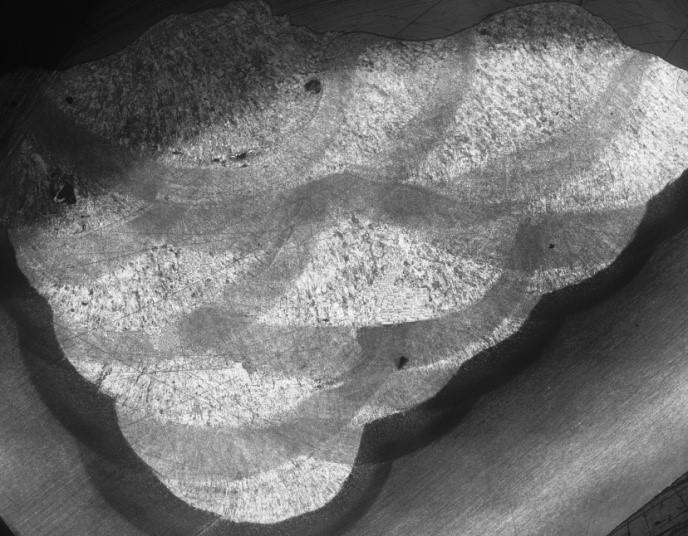
Макро и микроструктура сварного соединения из трубной стали К60 толщиной 21,3 мм после мокрой подводной сварки порошковой проволокой ППС-АПЛ2
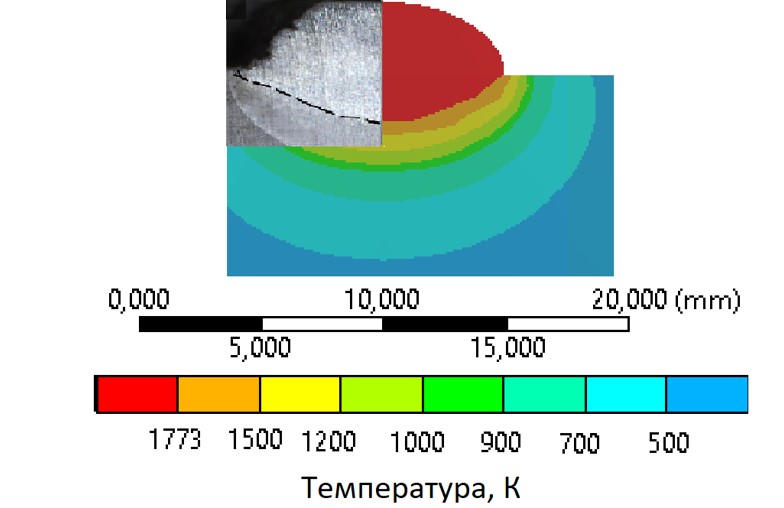
Поперечное сечение сварного соединения (механизированная подводная сварка)
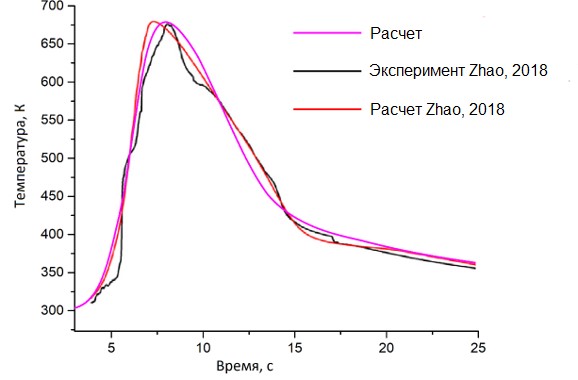
Термический цикл металла ЗТВ
| Механические свойства металла шва | |||||
| Порошковая проволока ППС-АПЛ 2 | Предел прочности,
σв , МПа |
Предел текучести,
σт , МПа |
Удлинение, % | Ударная вязкость KCU, Дж/см2 | Примечание |
| 433-462
448 |
330-350
340 |
12-16
14 |
67-98
83 |
||
| Химический состав наплавленного металла, % | |||||
| Порошковая проволока ППС-АПЛ 2 | C | Si | Mn | Ni | P, S |
| 0,019-0,026 | 0,3-0,05 | 0,27-0,52 | 0,9-1,2 | <0,01 | |
| № | Сварочное оборудование и материалы | Един. изм. | Стоимость, включая НДС (20%), руб. | Примечание |
| 1. | Комплекс подводной сварки «КОПС-М» ТУ 3441-002-83763787-2016 (без сварочного источника питания) | шт. | 660 000,00 | Без стоимости сварочного источника питания |
| 2. | Порошковая проволока для подводной сварки ППС-АПЛ-2 ТУ 1274-001-83763787-2014 | кг | 672,00 | Без стоимости доставки. В пределах Ленинградской области доставка бесплатная |
| 3. | Порошковая проволока для подводной резки ППР-АПЛ-1 | кг | 460,00 | Без стоимости доставки. В пределах Ленинградской области доставка бесплатная |
| 4. | Сварочный источник питания Сварог MIG-3500 | шт. | Ориентировочная стоимость
160 000,00 |
По согласованию с заказчиком. |
Сравнение
механизированной и ручной дуговой сварки при ремонте
причальных сооружений под водой
(производственные данные).
| Вид сварки
---------------------------------------------------------------- Диаметр проволоки/ электродов, мм |
Вид соединения
-------------------------------------- Катет шва, мм |
Суммарная длина швов, м | Расход сварочных материалов на 10 м. длины шва, кг | Стоимость сварочных материалов на 10 м длины шва, руб | Время выполнения только сварочных работ, час | |
| Механизированная сварка самозащитной порошковой проволокой ППС-АПЛ-1 ТУ 1274-001-83763787-2014
диаметром 1,6 мм |
Нахлест.
------------------------------ 5 |
10 |
12 | 7 900 | 1,0 | |
| 20 | 78 000 | 5,0 | ||||
| Ручная дуговая сварка покрытыми электродами
BROCO UW-EZ диаметром 4 мм; |
Это очень выгодно!!!
1.Использование механизированной сварки самозащитной порошковой проволокой ППС-АПЛ-2 позволяет почти в 10 раз снизить затраты на сварочные материалы по сравнению с ручной дуговой сваркой покрытыми электродами BROCO UW-EZ.
2.Увеличение производительности в 5 раз позволяет не только значительно сократить сроки выполнения ремонтных работ, но и также сократить время пребывания водолаза под водой.
3.Повышение уровня механизации и автоматизации при выполнении ремонтных работ с использованием механизированной сварки под водой самозащитной порошковой проволокой значительно улучшит условия работы водолаза-сварщика, что повлияет на культуру и качество производства сварочных работ в целом.

КОМПЛЕКС ПОДВОДНОЙ СВАРКИИ СВАРОЧНЫЕ МАТЕРИАЛЫ МОЖНО ПРИОБРЕСТИ У НАС!
ООО «УНТЦ «Сварка», Санкт-Петербург
3-й Верхний переулок, д. 1, корпус 3, лит С.
тел. (812) 600-60-60
e-mail: info@rszmas.ru